
400-8800-268
检测孔组位置度是大多数机械制造业的重要工序,其精准度会对整机装配质量造成影响。用游标卡尺进行测量计算的方法,不仅操作麻烦,出现误差机率较大,难以满足高精度测量需求。
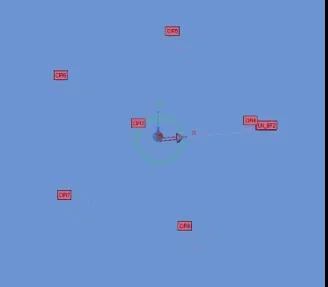
搭配Rational Dmis使用思瑞三坐标测量机,可以获得精准、高效、便利的检测效果。以下图为例进行简单阐述。
")
如图所示,此次需要注意的是要根据当前坐标系设定好好5个圆的理论值。当前坐标系参考A基准为Z轴方向和原点,B基准为X,Y轴向的圆点。B基准与圆4连线方向作为X方向。
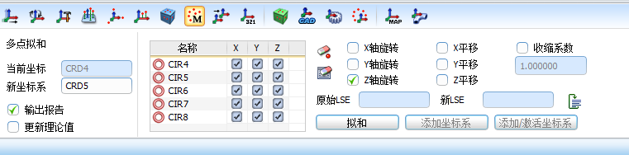
根据第一页中的图纸要求,图中孔组由一个基准面和一个基准圆来控制。故此我们需要调整坐标系,使用围绕Z轴旋转的方式,参考圆4-圆8最佳拟合得到新的参考系,然后在新的参考系之下评定位置度。
 |  |
在新的坐标系下调整圆4-圆8的理论值,使其与图面一致,然后评价得到最终结果。
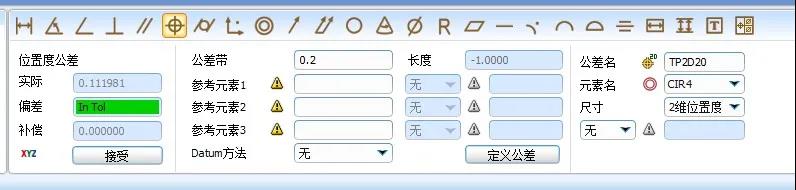
单孔位置度解读的评价方法为在第一基准面上被测要素与圆3的距离要合格。而孔组要求是所有孔围绕圆3可以进行基准的旋转,得到的中心距差异的平方和最小的方案为最终结果。

 返回顶部
返回顶部


